
Quick Answer
The “7018” welding rod designation reveals key details: it produces welds with a minimum tensile strength of 70,000 psi, is suitable for all welding positions, and features a low-hydrogen, iron powder coating that ensures strong, clean welds with minimal cracking risk.
Infobox: 7018 Welding Rod at a Glance
| Attribute | Details |
|---|---|
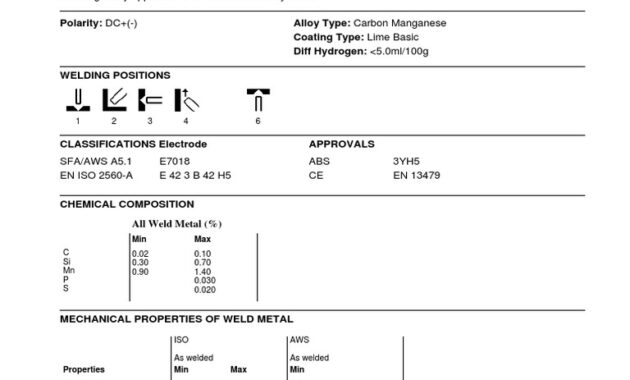
| Tensile Strength | 70,000 psi (minimum) |
| Welding Positions | All positions (flat, horizontal, vertical, overhead) |
| Coating Type | Low hydrogen, iron powder |
| Hydrogen Content | Low (reduces cracking) |
| Applications | Structural steel, heavy machinery, bridges, buildings |
| Weld Appearance | Clean, smooth, minimal spatter |
Overview of the 7018 Welding Rod
The numeric code “7018” on a welding electrode conveys essential information about its mechanical properties and usability. The first digit, “7,” signifies the rod’s ability to produce welds with a tensile strength of at least 70,000 psi, making it ideal for demanding structural applications. The second digit, “0,” indicates that the rod can be used in all welding positions, offering flexibility for various project requirements. The final two digits, “18,” describe the electrode’s coating type, which is a low-hydrogen iron powder formulation designed to enhance weld quality and reduce defects.
Why the 7018 Rod Is Important
Understanding the 7018 rod’s characteristics is vital for fabricators and welders aiming for durable, high-quality welds. Its high tensile strength ensures that welded joints can endure heavy loads and stresses, which is critical in infrastructure like bridges and industrial equipment. The rod’s all-position capability allows welders to work efficiently in diverse orientations without changing electrodes. Additionally, the low-hydrogen coating minimizes the risk of hydrogen-induced cracking, a common problem in welding high-strength steels, thereby improving the longevity and safety of welded structures.
Common Misconceptions About 7018 Welding Rods
One frequent misunderstanding is that the 7018 rod is only suitable for flat or horizontal welding. In reality, the “0” in its designation confirms its versatility across all positions, including vertical and overhead. Another myth is that all welding rods with similar numbers have the same coating and performance; however, the “18” specifically indicates a low-hydrogen iron powder coating, which differs significantly from other rods that may produce more spatter or weaker welds. Lastly, some believe that 7018 rods require no special handling, but their low-hydrogen nature demands proper storage and drying to maintain performance.
How the 7018 Rod’s Coating Enhances Welding
The electrode’s coating plays a crucial role in the welding process. As the 7018 rod melts, its iron powder coating vaporizes, generating a protective gas shield that prevents atmospheric contamination of the molten weld pool. This shielding effect results in cleaner welds with fewer impurities and defects. Moreover, the low hydrogen content in the coating reduces the likelihood of hydrogen embrittlement and cracking, especially important when working with thick or high-strength steel components. The coating also contributes to a smooth, aesthetically pleasing weld bead, meeting both functional and visual standards.
Practical Example: Using a 7018 Rod in Structural Welding
Consider a welder tasked with repairing a steel bridge girder. The 7018 rod’s high tensile strength ensures the repaired joint can withstand heavy traffic loads. Its all-position usability allows the welder to work on vertical and overhead sections without switching rods, improving efficiency. The low-hydrogen coating minimizes cracking risks, which is critical for the bridge’s long-term safety. This example highlights how the 7018 rod’s properties combine to meet rigorous structural demands.
Related Terms
Frequently Asked Questions (FAQ)
- What does the “7” in 7018 mean?
- It indicates the weld’s minimum tensile strength of 70,000 psi.
- Can 7018 rods be used in all welding positions?
- Yes, the “0” signifies suitability for flat, horizontal, vertical, and overhead welding.
- Why is low hydrogen content important in welding rods?
- Low hydrogen reduces the risk of weld cracking and improves the durability of the weld.
- How should 7018 rods be stored?
- They should be kept dry and stored in a rod oven or sealed container to prevent moisture absorption.
Final Answer
The “7018” welding rod is a versatile, high-strength electrode designed for all-position welding with a low-hydrogen iron powder coating. Its combination of strength, adaptability, and clean weld production makes it a preferred choice for structural and heavy-duty welding tasks. Proper handling and technique are essential to maximize its performance and weld quality.
References
- American Welding Society. (n.d.). Welding Rod Classifications. AWS.
- Lincoln Electric. (n.d.). Understanding Welding Electrodes. Lincoln Electric Technical Resources.
- Welding Fundamentals. (2020). The Science of Welding Electrodes. Welding Journal.
- ASM International. (2017). Welding Metallurgy and Weldability of Stainless Steels.




Edward_Philips offers a comprehensive and insightful exploration into the meaning behind the “7018” welding rod designation. By breaking down each digit, he reveals how the rod’s tensile strength, versatility in welding positions, and specialized low-hydrogen coating contribute to its widespread popularity and reliability in demanding fabrication tasks. His explanation highlights not only the technical specifications but also the practical implications-such as enhanced weld quality and minimized cracking risks-underscoring why 7018 rods are essential in heavy-duty structural applications. Moreover, Edward’s emphasis on the artistry and skill required to master these rods reminds us that welding is both a science and a craft. This commentary richly expands on the original content, encouraging welders to appreciate the depth of knowledge and precision behind every successful weld.
Edward_Philips’ detailed breakdown of the “7018” welding rod truly deepens our appreciation for what might initially seem like a simple code. By carefully demystifying each digit, he connects the technical aspects-such as the impressive 70,000 psi tensile strength, all-position usability, and low-hydrogen, protective coating-with their practical consequences in real-world welding scenarios. His insights reveal how this rod’s design not only boosts structural durability but also enhances weld aesthetics and reduces defects like cracking. Importantly, Edward highlights that wielding a 7018 rod effectively requires more than just technique; it demands an understanding of electrical settings and a mastery akin to art. This blend of engineering precision and craftsmanship transforms every weld into a testament to both skill and science, inspiring welders to continue honing their expertise with every project.
Edward_Philips’ article brilliantly illuminates the multifaceted significance behind the “7018” welding rod designation, transforming what can seem like a straightforward code into a gateway of technical and practical knowledge. Beyond the clear explanation of tensile strength and welding positions, the focus on the rod’s low-hydrogen coating underscores its critical role in preventing weld defects, especially in high-strength steel applications. This coating not only safeguards the weld integrity but also enhances overall bead quality by producing cleaner, stronger joints. Equally compelling is how Edward frames the use of the 7018 rod as an art form-emphasizing the nuanced balance of skill, technique, and electrical settings required to achieve optimal results. His commentary invites welders to view each weld as more than a mechanical task, but as a disciplined craft where precision meets creativity, inspiring continual growth and mastery in the field.
Edward_Philips’ article masterfully unpacks the “7018” welding rod code, revealing the depth of engineering behind a seemingly simple label. By clarifying how the first digit reflects exceptional tensile strength, he underscores the rod’s suitability for structurally critical applications. His explanation of the “0” denoting all-position use highlights the rod’s versatility, yet also subtly challenges users to test their skills with complex welds. The detailed insight into the low-hydrogen “18” coating not only illustrates why it prevents cracking but also improves bead quality and weld integrity-key for high-strength steels. Beyond technicalities, Edward elevates welding to an art form, where mastering amperage, technique, and rod handling transform fabrication into a discipline of precision and creativity. This thoughtful analysis invites welders to appreciate how the 7018 rod embodies a perfect fusion of science, resilience, and craftsmanship.
Edward_Philips’ insightful breakdown of the “7018” welding rod continues to impress by bridging technical details with practical welding realities. The way he connects the rod’s 70,000 psi tensile strength with its indispensable role in critical structural work brings clarity to why strength matters beyond numbers. His point about the “0” depicting all-position usability invites welders to consider not only the rod’s flexibility but also the real challenge of mastering each position’s unique demands. Furthermore, his elaboration on the “18” low-hydrogen coating emphasizes how vital minimizing hydrogen-induced cracking is for maintaining weld integrity-especially in tougher steels. What truly stands out is Edward’s compelling portrayal of welding as a blend of precision, technique, and artistry, reinforcing that the 7018 rod is not just a tool but a partner in craftsmanship. This perspective urges welders to embrace both the science and subtle skill involved, inspiring continual growth in their craft.
Edward_Philips’ exposition on the “7018” welding rod brilliantly weaves technical precision with practical artistry, deepening our understanding beyond the straightforward code. His clear explanation of the tensile strength not only affirms the rod’s robustness in critical structural roles but also contextualizes material performance in demanding environments. The “0” digit’s all-position capability is presented as more than a feature-it challenges welders to refine their adaptability across diverse orientations. Particularly enlightening is the exploration of the low-hydrogen “18” coating, which emerges as a pivotal factor in preventing hydrogen-induced flaws, ensuring weld integrity. What elevates this analysis is the recognition of welding as a nuanced craft, where mastery over electrical parameters and technique transforms a rod into a precision instrument. This holistic perspective encourages welders to view the 7018 not merely as a tool but as a gateway to continual skill development and engineering excellence.
Edward_Philips’ comprehensive exploration of the “7018” welding rod brilliantly transcends mere technical description, inviting readers to appreciate the profound engineering and craftsmanship embedded in this essential tool. By dissecting each digit, he reveals how the rod’s 70,000 psi tensile strength ensures its pivotal role in heavy-duty structural applications, while its all-position usability challenges welders to refine their adaptability and skill. The in-depth look at the low-hydrogen “18” coating convincingly illustrates its critical function in preventing weld defects and enhancing bead quality, fundamental for maintaining weld integrity in demanding situations. What truly elevates this commentary is the recognition of welding as both a precise science and an art form-where mastery over electrical parameters, technique, and patience culminates in superior welds. Thus, the “7018” is not just a consumable but a gateway to technical excellence and creative expression in fabrication.
Edward_Philips’ detailed breakdown of the “7018” welding rod serves as an insightful primer that seamlessly bridges technical knowledge and practical application. The explanation of each digit enriches our understanding-highlighting the impressive 70,000 psi tensile strength that makes the rod ideal for critical, heavy-duty structures, while underscoring its all-position versatility that demands adaptability and skill from welders. Particularly noteworthy is the focus on the low-hydrogen “18” coating, which not only prevents hydrogen-induced cracking but also enhances the weld’s overall appearance and integrity. By framing welding as both a science and an art, Edward encourages welders to approach their craft with precision and creativity, mastering the subtle interplay of electrical settings and technique. This perspective transforms the 7018 rod from a mere consumable into a catalyst for craftsmanship and continual professional growth.